注册
|
登录
|
联系我们
沧州市亚盛管件制造有限公司
主营产品:防水套管,承插管件,风门,管卡,沟槽管件
首页
企业介绍
产品展示
商情展示
新闻中心
联系我们
您当前的位置:
首页
>
产品展示
>>
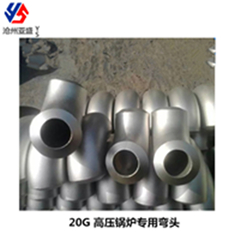
20G高压厚壁管件
产品展示
Products
碳钢法兰
不锈钢吊盖人孔
20G高压厚壁管件
双相钢管件
异形弯管
商情展示
Business
混凝土泵管质量保证,沧州耐用的泵管哪里买
高性价泵管供销——泵管价格加工
亚盛管件供应价格合理的耐磨弯头 耐磨弯头生产厂家
沧州质量良好的双相钢管件批售|2205热炜弯管厂家直销
混凝土布料机供应厂家,价位合理的混凝土布料机【供应】
20G高压厚壁管件
联系人:
李孝飞
QQ号码:
442024653
电话号码:
0317-3056825
手机号码:
18733062152
Email地址:
442024653@qq.com
公司地址:
河北省北二环工业区
产品介绍
20G厚壁弯头按照角度可以分为45度大口径弯头,有90度厚壁弯头和180度弯头及其它不同的角度的弯头。按照材质可以分为碳钢大口径弯头,不锈钢大口径弯头,合金钢大口径弯头。按照的曲率半径可分为长半径弯头和短半径弯头。大口径弯头主要的标准国标,电标,中石化标准,船用标准,日标,美标等。大口径弯头具有内壁光滑、热媒流动阻力小,耐酸碱、使用寿命长,安装方便等优点。 20G材质主要用于锅炉,热换器等。20G高压弯头中的G为锅炉板中锅的一个字母G。20G除了含有碳元素外还有一些微量元素更适合用作锅炉压力容器使用的特性。20G高压弯头的力学性能比如弯曲、冲击和抗拉性能要优于20#材质。所以20G弯头比20#弯头质量更好,价格也比较贵。弯头的价格可以按照个进行计算,也可以按照吨的价格进行计算,使用个的价格的比较普遍。20G高压弯头可以分为无缝,直缝和焊接弯头。20G属于低合金材质,合金的材质种类很多:16-50Mn、27SiMn、40Cr、12-42CrMo 16Mn12Cr1MoV、T91 27SiMn 30CrMo 15CrMo 20G Cr9Mo 10CrMo910 15Mo3 15CrMoV 35CrMoV 45CrMo、15CrMoG、12CrMoV、45Cr、50Cr、45CrNiMo等 20G厚壁弯头主要应用于锅炉管道、热电厂等管道系统中,随着电力安装机组容量的不断增大,主蒸汽等汽水管道设计也越来越厚,擘厚很多已达到70mm以上,传统的管道焊接操作已不能满足工厂化配管的需要,因此,必须改进厚壁弯头的焊接工艺。以P91钢厚壁弯头为例,焊前预热及层间温度跟踪。根据P91焊接性能的分析,必须严格控制焊前预热温度和焊缝层问温度,TIG焊的预热温度选择100~150℃,SMAW升温至250~300℃,在整个焊接过程中,采用远红外测温仪监控焊缝层间温度。焊接时,采用充氩保护。P91钢由于合金含量高,铁水流动性差,根部易烧焦。氩气能够充分保护金属熔池不被氧化、提高焊缝机械性能,焊接前根据现场实际制作一套简易充氩装置,在管道内部形成气室,可以确保厚壁弯头的焊接接头质量。P91铁水流动性差,因此厚壁弯头的焊缝很容易形成夹渣。现场采用角向磨光机清理,不可使用榔头、錾子用劲敲击,以免产生裂纹。另外,根据《焊接规程》要求:壁厚大于70m的焊口,必须进行层间检验。当焊缝厚度达到20~25mm时停止焊接,立即进行保温等后热处理,待RT检验合格后连续施焊。
相关推荐
查看更多产品
回转轴承
碳钢大小头
大型对焊弯头
大型厚壁封头
进入官网
关于我们
产品展示
联系我们
CopyRight © 版权所有: 沧州市亚盛管件制造有限公司