

【产品详情】安徽铸造件厂家-可靠的铸造件,东明特钢倾力推荐
查看该公司全部产品>>
安徽铸造件厂家-可靠的铸造件,东明特钢倾力推荐
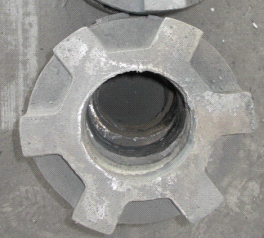
你还在为寻找好的铸造件而烦恼吗?不要再烦恼了,沈阳东明特钢制造有限公司会为你解决关于机械五金加工的问题。多年来,我司深知要想不被淘汰,只有跑在前面,因而一直致力于铸造件的研究与开发,不懈的努力下终是卓有成效,得到了众多使用单位的认可。产品质量、品质都可圈可点,供应的铸造件符生产标准,品质可靠。
安徽铸造件厂家-可靠的铸造件,东明特钢倾力推荐。
铸钢件的铸造方法非常具有性。铸钢件的进行是为很多铸钢件企业进行钢材产品生产的关键技术,铸钢件就是锻造工艺典型的产品,关于铸钢件的生产工作中浇注是重要的一个步骤。在铸钢件浇筑作业要求,通常需要根据以下要点:铸造大型,中型钢铸件,浇注后钢包内钢水静1-2min平静。
铸钢件凝固完成后,工作人员应及时拆除压铁箱,这么做是为了消除鑫昌铸钢件件缩,以免铸钢件的裂纹缺陷。先简单的掌握以上铸钢件浇注知识详情,希望能够为客户朋友的进行铸钢件的选购、使用提供支持帮助,如果您想要了解更加的铸钢件产品生产知识的话,请您光临我们公司进行咨询了解。
铸钢件的铸造方法‘杜微慎防’。如今,随着当今社会经济的不断进步发展,铸钢件的生产成为了很多铸钢件企业重要的工作,也是很多铸钢件企业使用常见的产品。
1、由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;浇注系统的结构力求简单、且截面尺寸比铸铁的大;采用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改善。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状复杂的铸件,其浇注温度约为钢的熔点温度+150℃;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
2、由于铸钢的收缩大大超过铸铁,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口和、冷铁和补贴等措施,以实现顺序凝固。
此外,为防止铸钢件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空心型芯和油砂芯等来改善砂型或型芯的退让性和透气性。
(1)铸钢的熔点高,相应的其浇注温度也高。高温下钢水与铸型材料相互作用,极易产生粘砂缺陷。因此,应采用耐火度较高的人造石英砂做铸型,并在铸型表面刷由石英粉或锆砂粉制得的涂料。为减少气体来源、提高钢水流动性及铸型强度,大多铸钢件用干型或快干型来铸造,如采用CO2硬化的水玻璃砂型。
安徽铸造件厂家-可靠的铸造件,东明特钢倾力推荐。
对箱体铸钢件的工艺进行了改进,改进后的工艺与原来的工艺相比有以下特点:
1.将拉筋和浇道分设,避免了浇道兼做拉筋,致使拉筋不大起作用,消除了铸件内框尺寸由于变形而胀大的不足。
2.原拉筋位置与冒口叠和,通过将拉筋避开冒口,拉筋的防变形效果大增。
3.将两开箱变成三开箱,将浇道改为阶梯式沿两分型面进入,原浇道是从拉筋里通过进行顶浇,由于壁薄,箱体底面存在浇不足现象,而钢水通过新开设的浇道均匀、平稳、依次的充填型腔,通过上、下阶梯浇道流入铸型、再加上冒口分设,铸件热量不集中,后钢水通过上浇口流入冒口,铸件先遵循了同时凝固的原则,后又遵循了顺序凝固的原则,不但的减轻了铸件发生变形、裂纹的倾向性,而且以获得了较致密的铸件。
4.在箱体内框四角,加设Ф20钢筋冷铁,这就在易裂部位加放了冷铁,消除了该处的裂纹。
5.为了弥补收缩不回来铸件整体内框尺寸较大的不足,内框的工艺补正量由原来的3mm,增加到5mm。
我们公司始终秉承“诚信、公平、安全”的交易原则为中小型企业提供质量优异,价格实惠的铸造件。质量打出市场,管理创造效益。用品质好的高价值产品,结合科学规范的管理,公司业绩日益提升。东明特钢推荐中小型企业选择陆运的物流方式,我们将时刻为您关注产品的安全运输。
铸钢件在力学性能的各向异性并不显著,这是优于锻钢件的一方面。研究工作表明:轧制钢材纵向力学性能通常略高于同牌号的铸钢件,横向性能则低于铸钢件其平均性能基本上与质量良好的铸钢件大致相同。有些高技术产品,在零件的设计过程中往往要考虑材料在三个坐标轴方向的性能,铸钢件的上述长处就值得被重视了。
铸钢件不论其重量大小、批量多少,均易于按没计者的构思制成具有合理外形和内部轮廓、刚度高、形状复杂且应力集中不显著的零件。单件或小批量生产时,可用木质模样(模样及芯盒)或聚萃乙烯气化模样,生产准备的周期很短。大批量生产时,可用塑料模或金属模样,并用适当的造型工艺,使铸件有符合要求的尺寸精度和表面质量,这些特点是锻件难以做到的。
补贴的热作用对低合金钢的影响显著.特别是ZG40Mn2的裂纹倾向大.采用热补贴是较终解决办法.没有采用热补贴的ZG40Mn2的补贴较好以机械加工去除.
补贴几何尺寸过小,铸件内部会出现缩孔、缩松及裂纹等缺陷;补贴尺寸过大,对铸件的质量也会产生不利的影响。影响铸钢件产生内裂的因素主要有合金材质、铸件结构、浇注条件、铸型性质等。补贴设置的恰当与否,往往是影响铸件产生内裂倾向的一个重要因素。当内层金属变形量大,所受应力超过了金属的强度,就会产生内裂纹;若所受拉应力未超过金属的强度,在铸件凝固后,内部有残余应力,在后续加工、清理;吊运过程中,受撞击、热变形不均等因素的影响,在铸件 内部易出现裂纹。补贴过大会增大铸件各部位间的温度差,增加因收缩开一致而产生的内应力及裂纹倾向;补贴过小,将引起铸件内部的收缩缺陷,削弱了铸件合金的抗应力能力,增加产生内裂的倾向。因此,在设计铸钢件补贴工艺时,应仔细分析铸件的治构特点,在补缩的情况下,应尽可能的减小补贴的几何尺寸, 以减少困补贴的热作用对铸件内裂倾向的影响。选用适当的补贴和保温补贴工艺,以免铸件内裂的产生,提高铸钢件质量。
成熟的销售网络渠道,可靠的售后服务队伍,依托特别的经验和过人的技术,使东明特钢的铸造件在众多同类产品中脱颖而出,用户遍布全国。公司一贯遵循 “诚信为本、质优价廉” 的经营理念,多年来发展良好,公司还将继续往这条路走下去,我们有理由相信东明特钢的明天会更加美好。愿与广大客户缔结良好合作关系,欢迎前来参观合作。
欢迎莅临,您将了解更多有关安徽铸造件厂家,铸造件的信息
- 安徽铸造件厂家-可靠的铸造件,东明特钢倾力推荐 相关产品信息:
- 耐温200度标识热缩套管 焊锡环热缩管 充氦插钉机 污泥干化处理 太阳能污泥干化 污泥处理系统 蔬菜干燥 全自动贴膜机 封口机 全自动包膜机 钢ZHU封口机 防霉菌热缩套管 动力电池全自动焊接线 模缩直套 标识热缩管 耐油热缩套管 智能真空烤箱 钢zhu封口机 中草药烘干 中药材干燥
- 安徽铸造件厂家-可靠的铸造件,东明特钢倾力推荐 相关热搜产品信息:
本行业精品推荐










最新资讯
该公司其它产品



同类产品推荐
- 水下吸尘器水龟吸污机游泳池吸污机水上乐园
- 水龟吸污机游泳池吸污机水下吸尘器池底吸污
- 中型手动吸污机水龟吸污机泳池吸污水泵水下
- AL1403顶部装卸鹤管
- 煜林枫辣椒太阳能烘干系统
- 污泥太阳能烘干系统
- 清洗设备水下吸污泵水龟吸污机全自动吸污机
- 大型自动吸污机游泳池吸污机水下机器人户外
- 中药材太阳能烘干系统
- 煜林枫太阳能热泵技术污泥处理系统设备
- 煜林枫污泥干化工艺过程中的设备
- 餐厨废弃物及生活污泥处理太阳能干化暖房
- AL1412密闭顶部装车鹤管
- 户外游泳池水底吸污机游泳池吸污水泵水龟吸
- Strainpress®SP 过滤压榨机
- 中型自动吸污机游泳池吸污泵锦鲤鱼池清洁机
- 煜林枫农副产品太阳能烘干系统
- 煜林枫污泥脱水设备和污泥干燥系统
- 清洗设备水下吸污泵游泳池吸污机水下吸尘器
- 污泥干燥工艺所需设备
- 水龟吸污机泳池吸污机自动吸污机手动吸污池
- 全自动吸污机水龟吸污机鱼池吸污机水池底清
- 安徽铸造件厂家-可靠的铸造件,东明特钢倾力推荐相关区域产品:
- 安徽铸造件厂家-可靠的铸造件,东明特钢倾力推荐相关区域厂家:
E-mail: 2810881989@qq.com
联系电话: 15345921929
商务合作QQ:
 2810881989
网站信息处理客服QQ: 2810881989
2810881989
网站信息处理客服QQ: 2810881989
CopyRight © 版权所有: booksir.cn 备案号:闽ICP备2022016088号-3 关于我们
